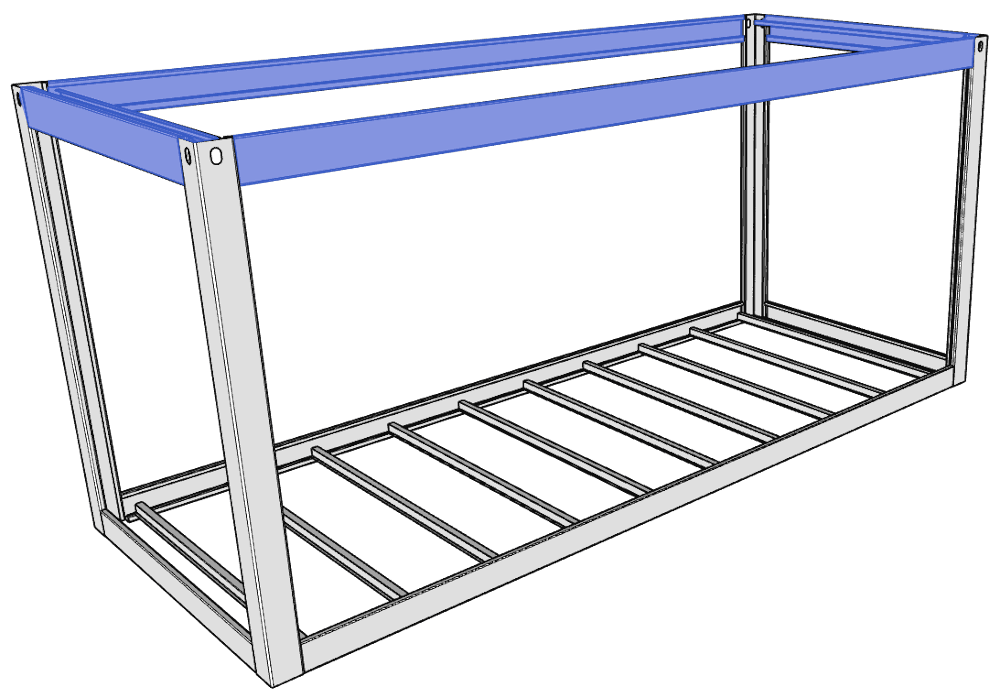
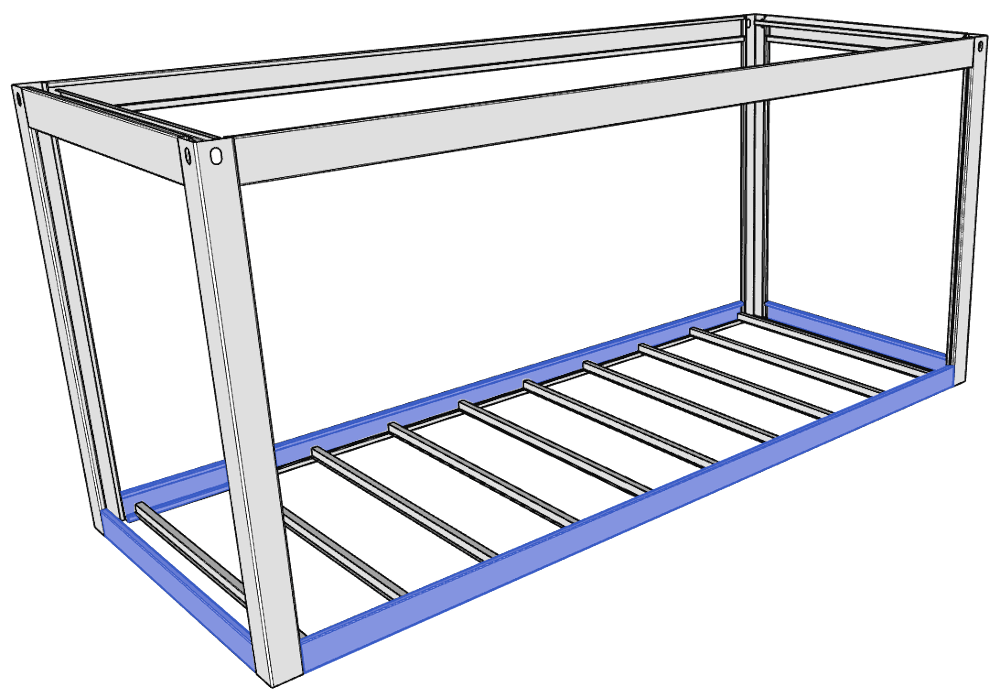
Containers can have different purposes. Starting from typical transport, through social, office, residential, specialist, construction, sanitary and storage. In addition to functionality, containers must also meet the aesthetic requirements of users. It is true in particular in case of office or residential containers. To meet the expectations, we offer solutions utilizing cold-formed sections: coffers, façade panels and flashings. The most commonly used façade elements are corner façade coffers. In addition, coffers and flat panels can also be used, e.g. on the front side of the container.
Façade coffers and panels are most often made of galvanized steel sheet, which is additionally coated with coats in colours from the RAL palette. In addition, they can also be made of aluminium sheet. Another option is to make them from “raw” steel or aluminium sheet and then apply protective coats in the powder coating technology. Due to the application of the coating after the coffer is made, all surfaces are protected, including the edges of cuts and holes.
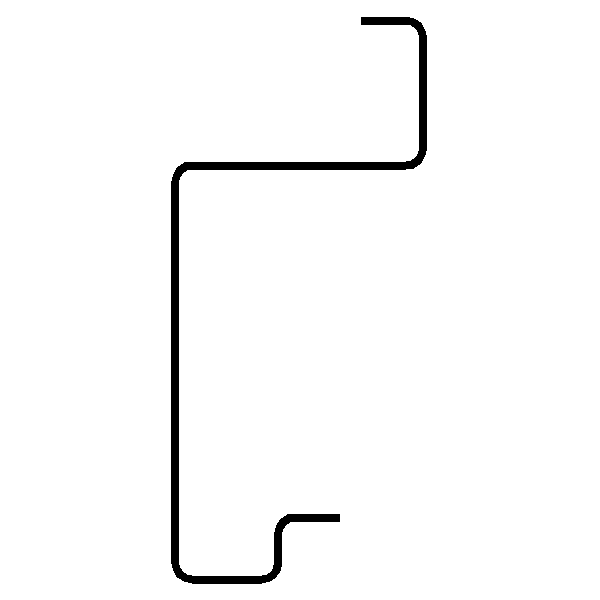
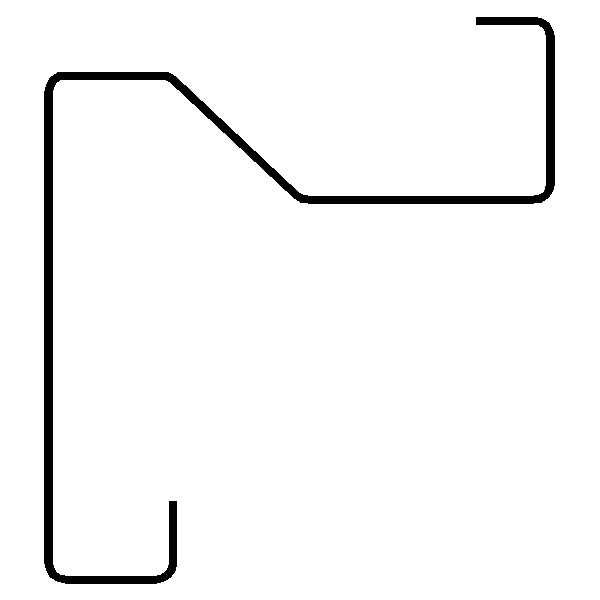
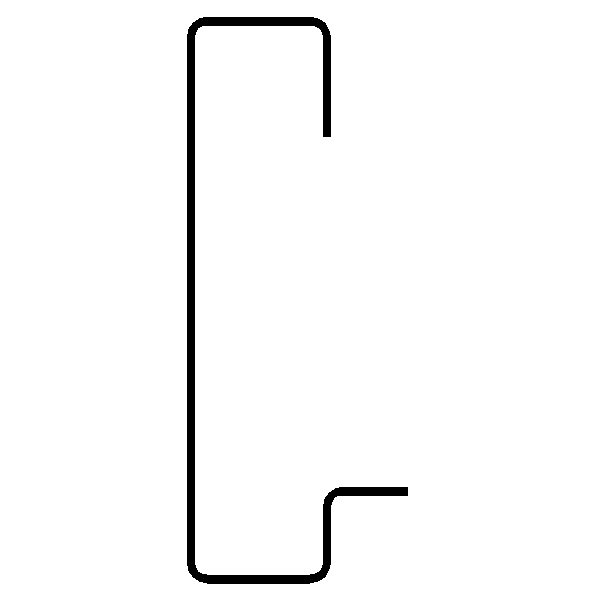
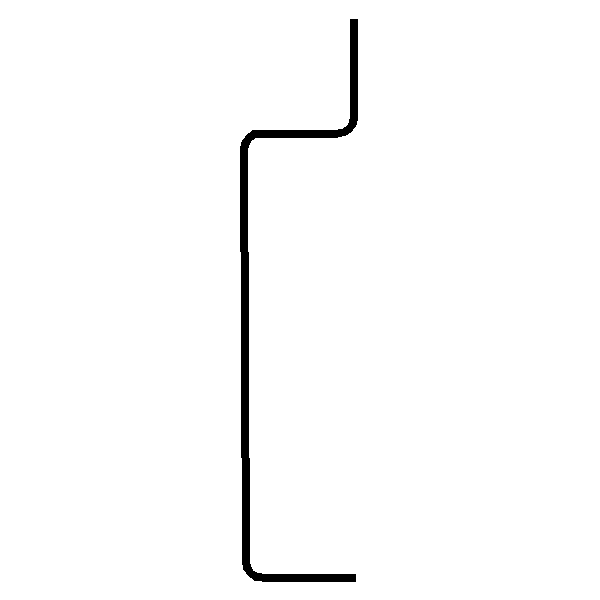
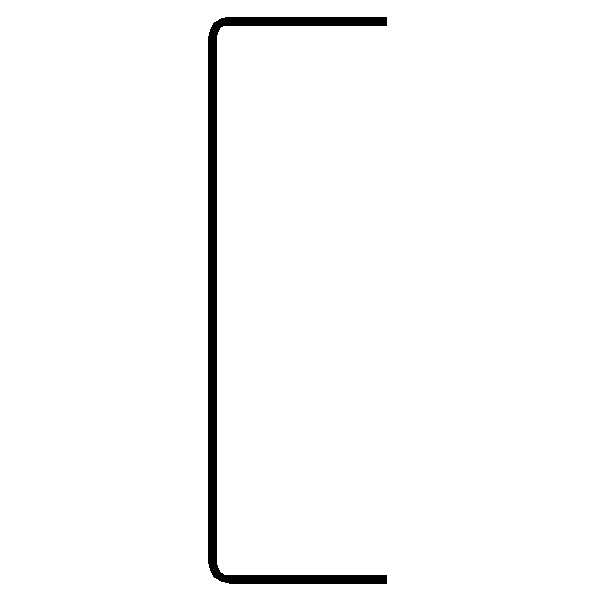
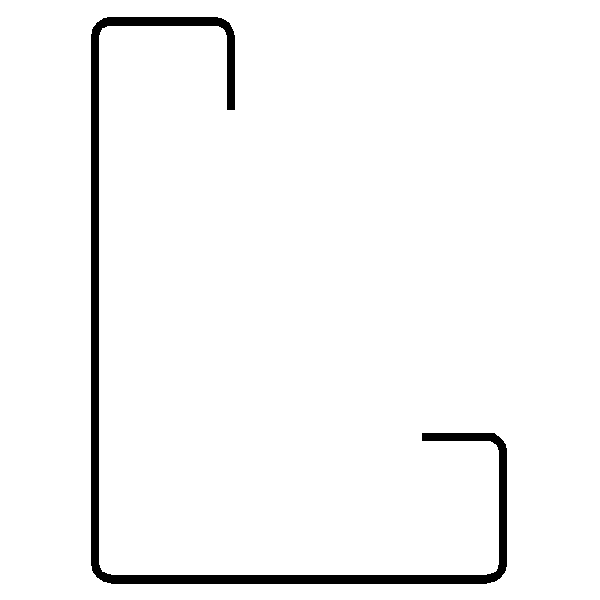
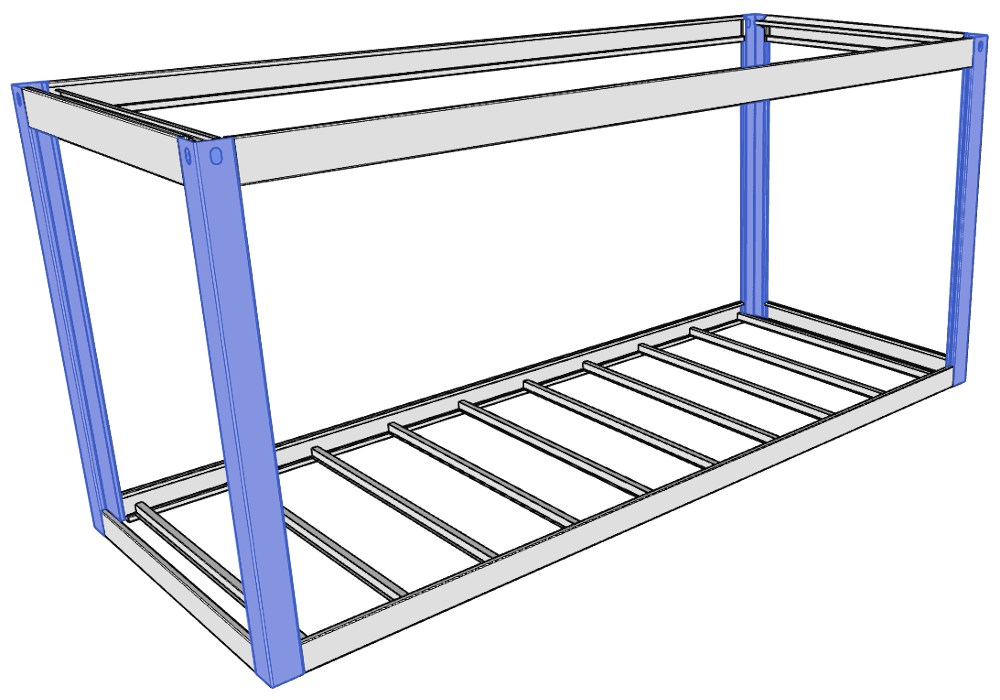
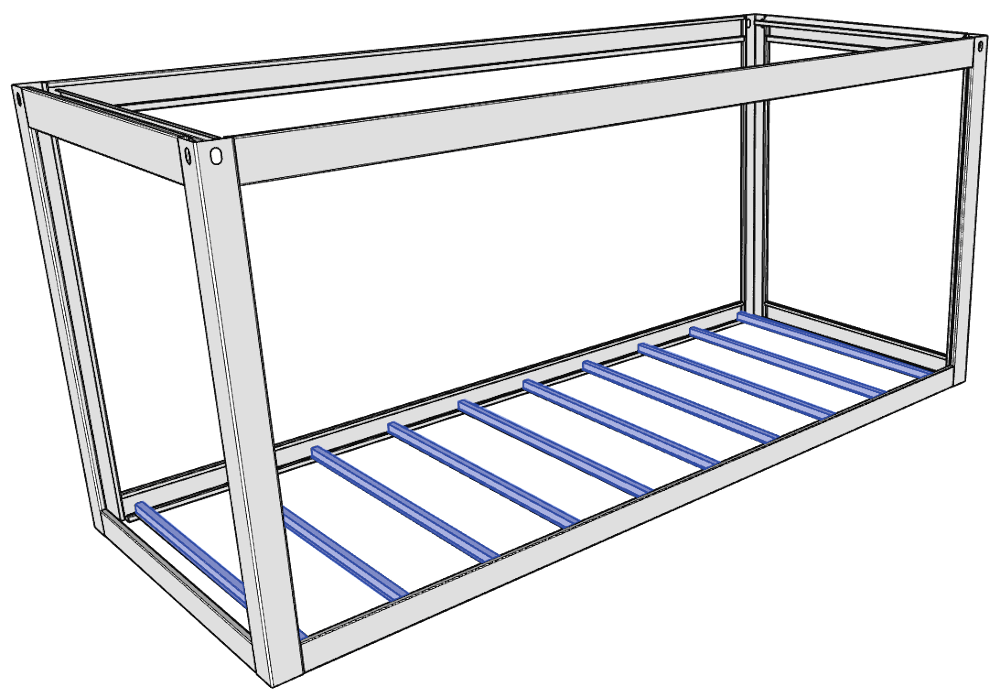
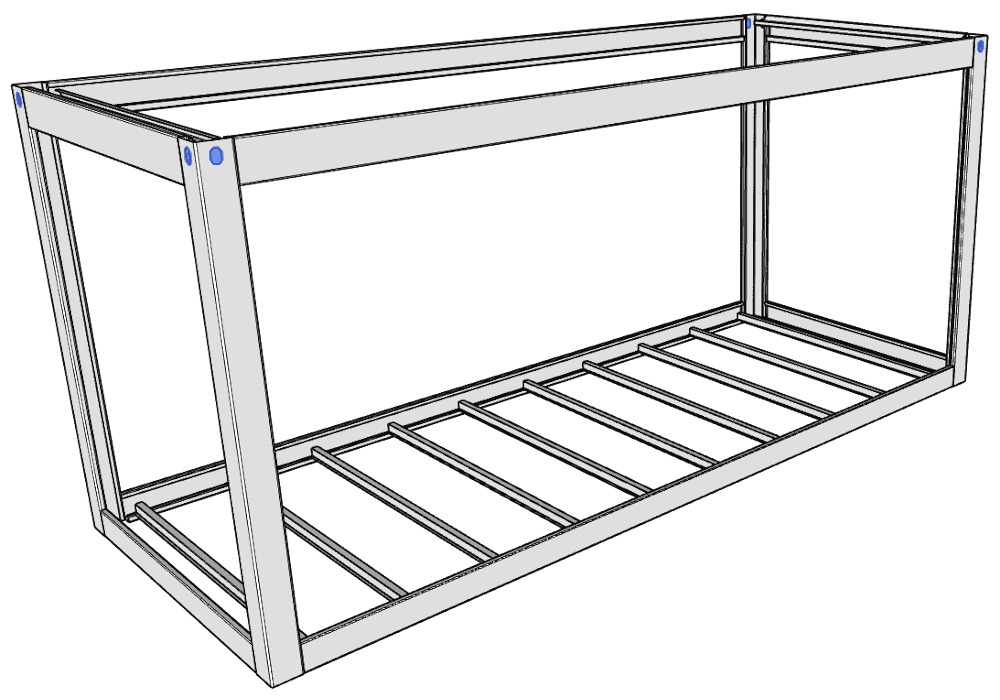
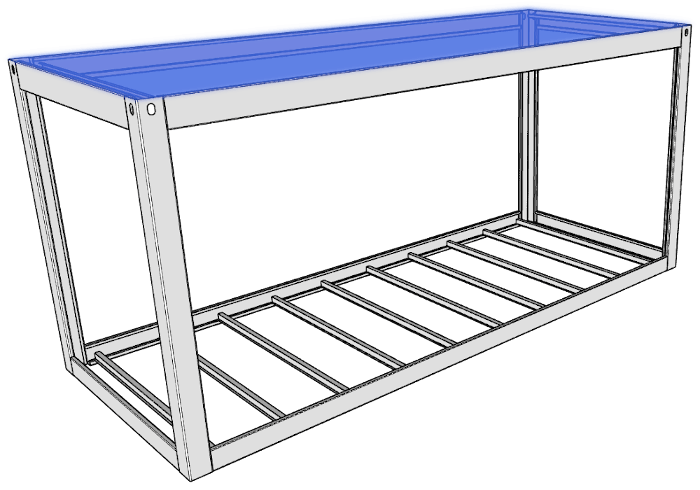
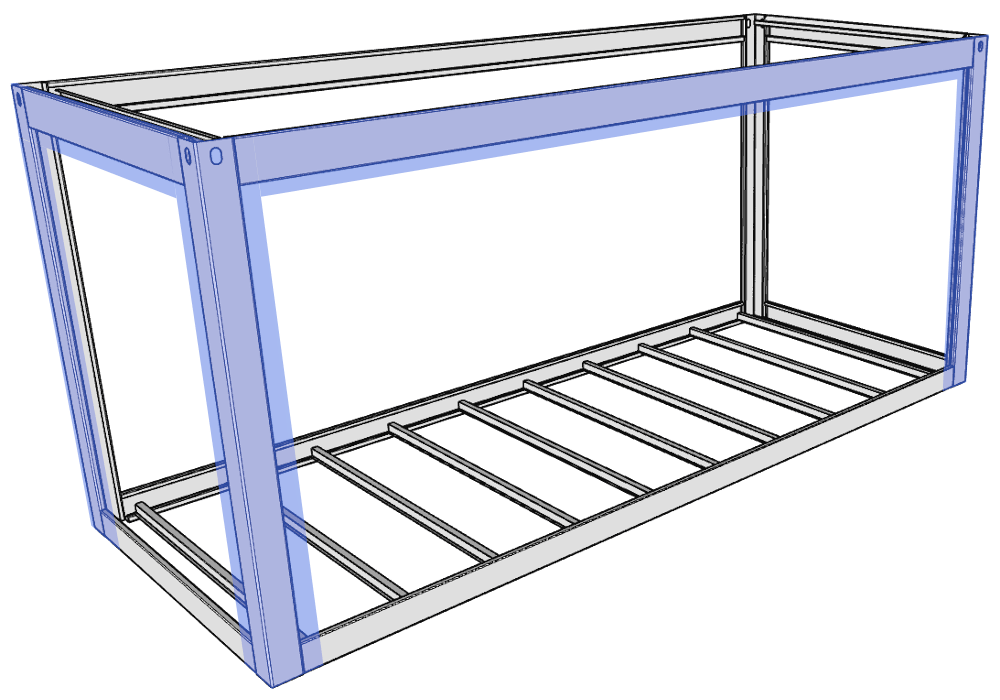
The façade also includes a substructure to which coffers and panels are attached. The selection and shape of individual profiles depends on the construction of the container. Our proposal is based on cold-formed sections. The starting material is galvanized steel or aluminium sheet. Depending on the method of fixing the coffers and panels, cold-formed substructure profiles can also be additionally protected with protective paint coats, most often by powder coating. The substructure profiles most often have an Ω-shaped cross-section, and can also be C- or Z-shaped.